

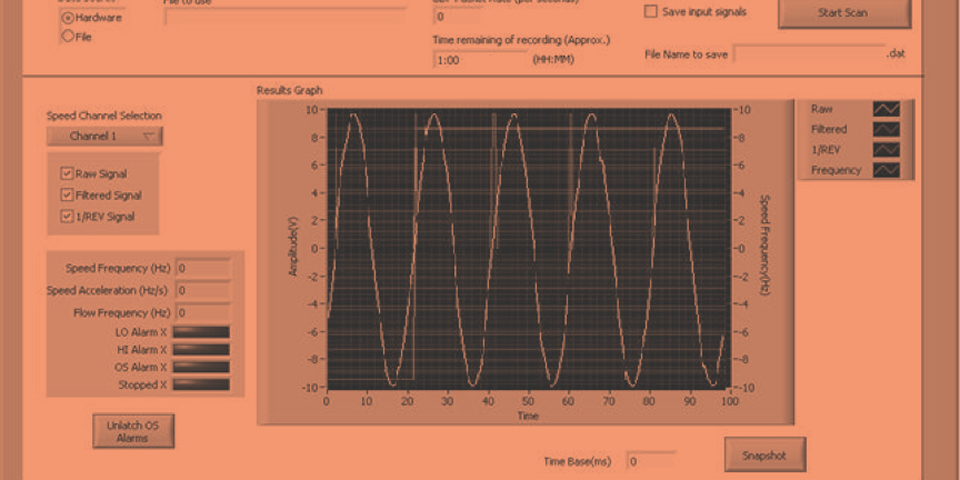
Frequency Processing System for Jet Engines
This project replaced an obsolete electronic board with a new frequency processing system for jet engines. Developed on an NI CompactRIO platform using LabVIEW Real-Time and FPGA, it ensures reliable signal acquisition, real-time analysis, and long-term system performance.
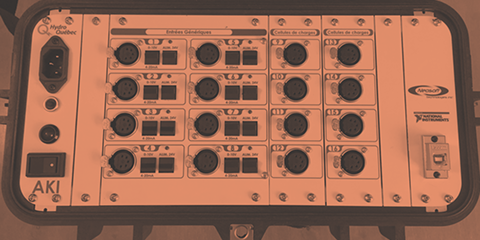
Portable Data Acquisition and Analysis System
Portable data acquisition and analysis system designed for field measurement.
The AKI System provides a complete and scalable solution to capture, visualize, and analyze multi-sensor data with precision and flexibility.

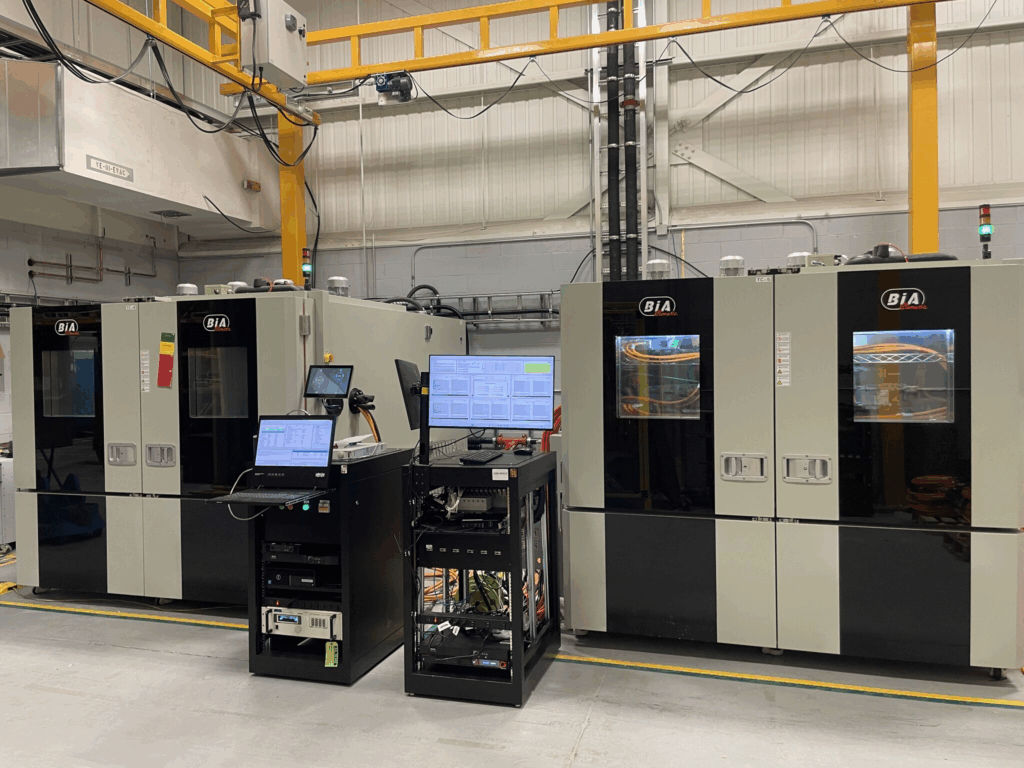
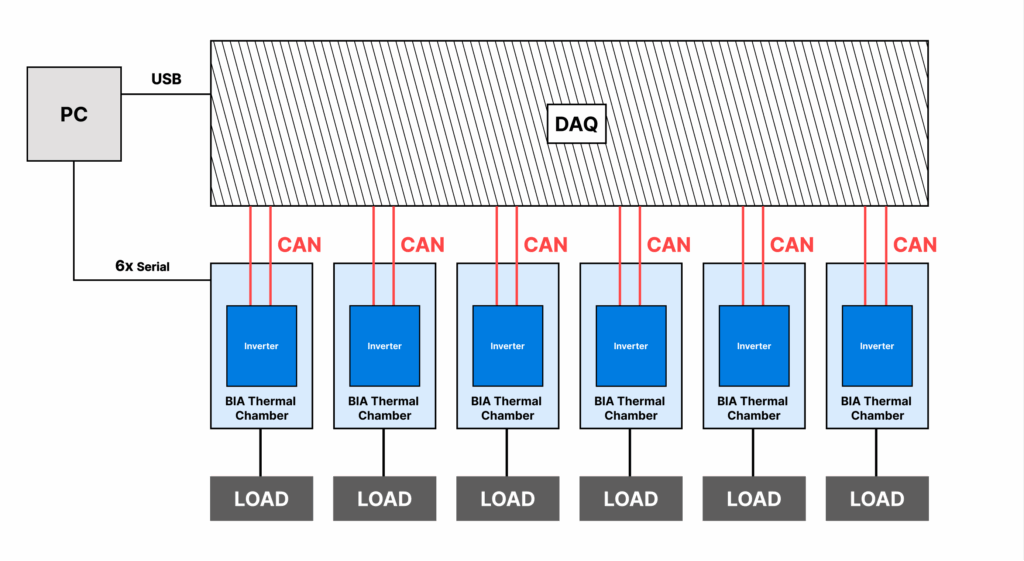
HIL Test Bench for Avionics Control Units (LRU)
Neosoft developed an HIL test bench to validate avionics control units (LRUs) in a real-time, deterministic environment.
This flexible and scalable solution provides synchronization, control, and monitoring through LabVIEW.